Data Logging & Stationary Bench Testing an MDPE10
One of our recent developments in the extrusion testing lab has been a stationary testing unit version of our MDPE10. What we hoped to achieve with this unit was a more rigorous and exhaustive test program that could monitor and log data in real-time under different extrusion conditions. This would in turn give us a more developed understanding of ideal parameters for melt flow and output for any given polymer, thereby optimizing efficiency.
A brief description of how some of these factors play out during extrusion in a screw and barrel system such as on the MDPE10: The barrel is heated externally, and has four different heat zones that can be adjusted independently. The barrel must be heated in order for the polymer to melt enough to be driven by the screw and out of the nozzle- the hotter the polymer gets the less viscous it becomes, and the easier it is for the screw to turn. Once the screw is turning, it also begins to generate heat through friction- and the faster it turns the more heat it creates. At higher speeds, the screw can actually create more heat than the barrel heaters! Unfortunately, at the extreme end of this spectrum, it is possible to overheat your polymer to the point of thermal degradation. However, somewhere within this intersection of temperature and screw speed, there is an ideal output in which there is the least amount of torque required by the motor, and the polymer is at its ideal extrusion temperature.
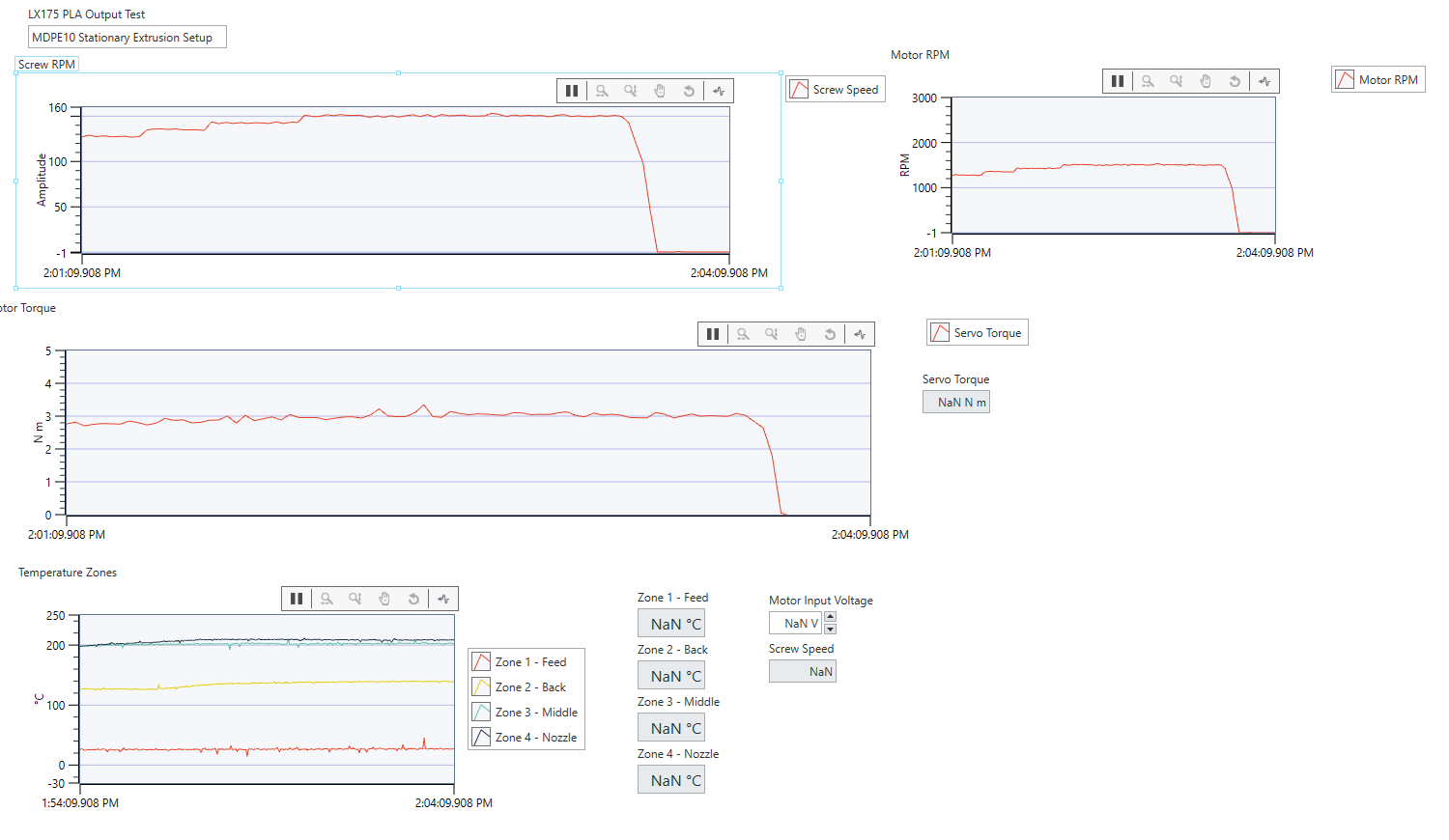
By wiring the MDPE10 to a DAC (data acquisition system) we can modify variables and see their influence on other factors. In this screen capture, you can see graphs for screw RPM, temperatures in the four different heat zones, and torque on the motor. In a max output test for any polymer, the relationship between the torque on the motor and the screw speed is the one most closely monitored. Often, for the reasons described above, the torque will actually be greatest at lower speeds, approaching the limit of triggering safety switches designed to keep the motor from over-torquing. If the motor remains below those torque limits, it can begin to build up enough heat inside the barrel to spin faster without putting additional torque on the motor.
The number at the end of MDPE10 actually stands for the theoretical max output (in lb/hr) of the machine, though it varies depending on the polymer. In some cases, the melt flow of a polymer might be such that even at higher extrusion temperatures it remains highly viscous, and the highest RPM output cannot be reached without putting too much torque on the motor. On the other hand, some polymers become thin enough that increased RPMs provide diminishing returns on output, as the polymer is thin enough to push back over and around the flights of the screw rather than being forced out of the nozzle. The max output is a simple measure of a timed extrusion and resulting weighed mass. We tend to convert them to pound per hour figures, though you often see them stated in kilogram per hour figures as well.
Click to see larger version of graph below:

Running a max output test with LX175 (a bio-based PLA) achieved a pound per hour result of 12.7. This output was achieved with temperature ranges falling within the recommended extrusion temperatures from the manufacturer, with the nozzle temperature just below 210C. The screw speed was 150 RPM, only fifty percent of the max speed limit (which has been reached with other polymers) though there was enough torque on the motor to be at risk of setting off the safety switches. See below a screen capture of our data logging screen, which gives an idea of how these variables can be graphed and captured. We are excited to be able to gain greater insight into the operation of our extruders through processes like these, and intend to continue running tests in this fashion with different polymers!