






News

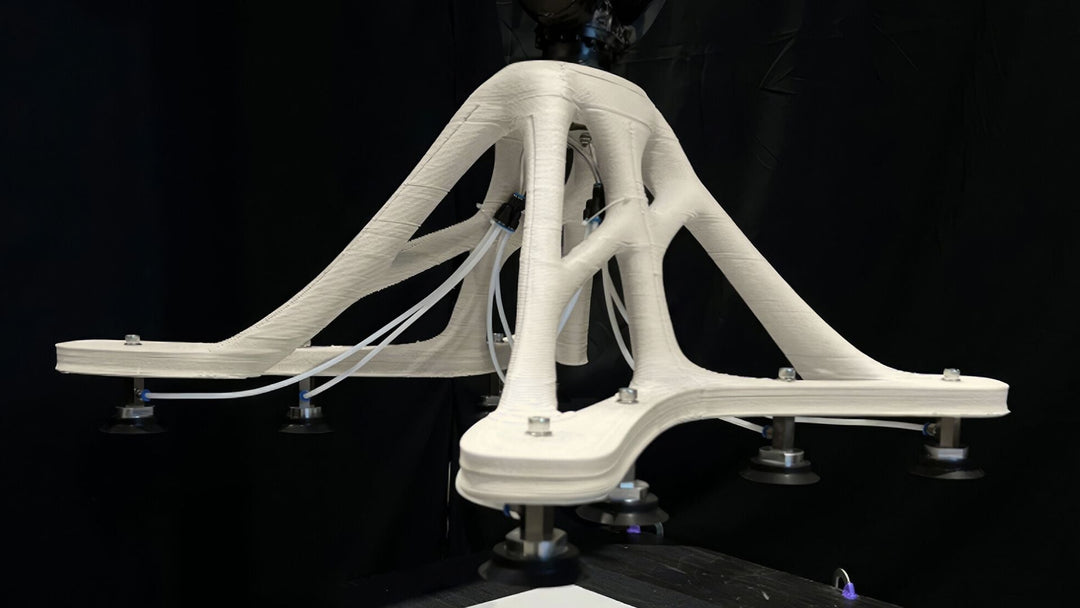
Architecture schools are increasingly moving beyond digital design alone. Today, students and faculty need ways to fabricate, test, and refine physical structures at meaningful scale. That is where large-format robotic 3D printing becomes extra powerful. Massive Dimension recently completed an...
Continue reading

Press Release — Massive Dimension Launches MDX10 LFAM Extruder at RAPID + TCT 2026 Massive Dimension Press Release For Immediate Release · April 2026 Massive Dimension LaunchesMDX10 LFAM Extruderat RAPID + TCT 2026 A lighter, simpler, and more adaptable platform...
Continue reading

How to pick, print, and finish materials for furniture, lighting, and décor with a Massive Dimension Pellet 3D Printing head.
Learn practical DFAM rules for pellet-based LFAM—bead geometry, overhangs, layer times, moisture control, and near-net machining—optimized for Massive Dimension pellet extruders.
In advanced manufacturing, flexibility is no longer optional, it’s essential. Companies are under pressure to integrate new technologies quickly, avoid vendor lock-in, and future-proof their operations. At Massive Dimension, we’ve built our products with a clear philosophy: software agnostic, platform agnostic,...
Continue reading